


Dreaming of launching your own brewery but overwhelmed by the equipment choices? Choosing the wrong setup wastes capital and hinders quality beer production. As brewing equipment manufacturing plant experts, we guide you through selecting the perfect commercial brewing equipment for your success.
Commercial craft beer brewing equipment refers to the specialized machinery and tanks used by breweries to produce beer for sale. This includes everything from grain mills and brewhouses (mash tun, kettle, whirlpool) to fermentation tanks, brite tanks, chillers, pumps, and packaging lines. Selecting the right high-quality, durable, and appropriately sized commercial brewing equipment is crucial for efficient production, consistent quality beer, and the overall success of a craft brewery.
What Exactly Constitutes Commercial Brewing Equipment?
When we talk about commercial brewing equipment, we’re referring to the robust, large-scale systems designed for producing beer intended for sale, rather than small homebrew setups. This encompasses the entire journey of beer creation, from raw ingredients to the finished product ready for your customers. Think beyond just a kettle and a fermenter; it’s a cohesive system built for efficiency, consistency, and volume.
As a manufacturer with years of experience crafting these systems, we know that the heart of any brewery lies in its brewhouse. This typically involves vessels like the mash tun, lauter tun, brew kettle, and whirlpool. Alongside the brewhouse, you’ll find essential support equipment and supplies, such as hot and cold liquor tanks, pumps, heat exchangers (chillers), and sophisticated temperature control systems. It’s the integration and quality of these components that differentiate a hobby setup from professional commercial brewing equipment.
The scope extends further into the fermentation and conditioning stages, requiring dedicated fermentation tanks (often conical fermenters for yeast handling) and brite tanks for carbonation and clarification. Finally, packaging equipment – whether for kegs, cans, or bottles – completes the commercial setup. Each piece plays a vital role in the brewing process, ensuring the brewer can reliably produce high-quality beer.
Why is High-Quality Stainless Steel the Industry Standard?
The gleam of stainless steel isn’t just for show; it’s fundamental to producing excellent beer. Primarily, stainless steel (especially 304 stainless steel or higher grades) is incredibly resistant to corrosion and rust. This is critical in a brewery environment where equipment is constantly exposed to moisture, acidic wort, beer, and cleaning chemicals. It ensures the longevity and dependability of your investment.
Furthermore, stainless steel is non-porous and has a smooth surface. This makes it exceptionally easy to clean and sanitize effectively, which is paramount in brewing to prevent microbial contamination that could spoil a batch of beer. Unlike materials like plastic or wood, it doesn’t harbor bacteria or off-flavors, guaranteeing the purity and intended taste profile of your craft beer. From the mash tun to the final serving tank, stainless steel brewing equipment helps maintain the highest standards of hygiene.

As manufacturers and installers, we exclusively use high-quality stainless steel because it also offers excellent temperature control properties. It can be easily jacketed for heating or cooling, allowing precise management of temperatures during mashing and fermentation. This control is essential for enzymatic activity in the mash and for managing yeast health during fermentation, directly impacting the final quality beer. It’s the backbone material for reliable, professional brewing equipment.
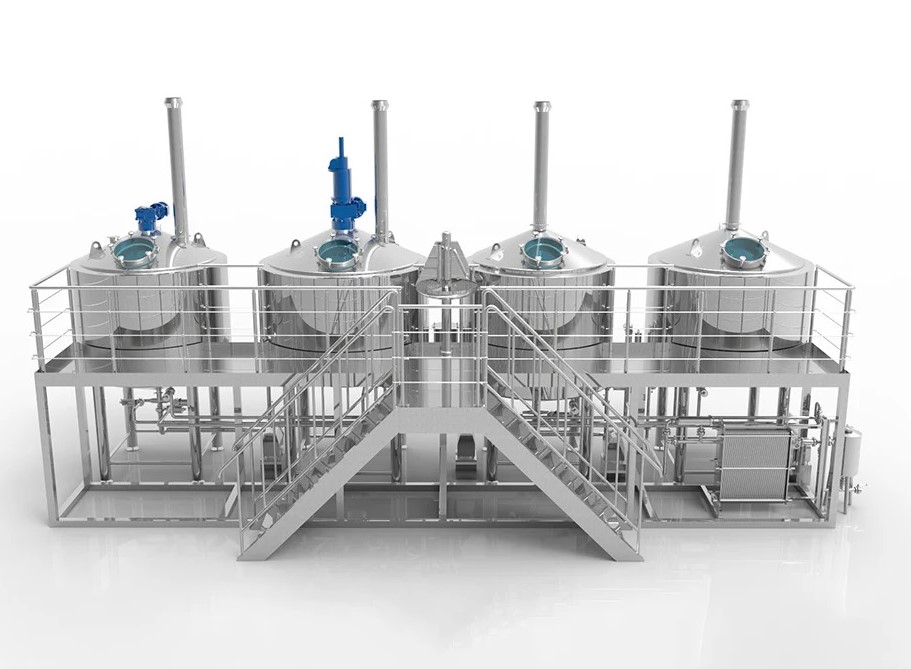
What Are the Key Components of a Commercial Brewhouse?
The brewhouse is where the magic of transforming grain, water, and hops into wort truly happens. It’s the engine room of the brewery. While configurations vary (2-vessel, 3-vessel, 4-vessel, etc.), the core functions remain the same. Key components typically include:
-
Mash Tun: This vessel is where milled grain is mixed with hot water (a process called mashing). The goal is to activate enzymes that convert starches in the grain into fermentable sugars. Modern mash tuns often have features for precise temperature control and mixing.
-
Lauter Tun: After mashing, the sweet liquid (wort) needs to be separated from the spent grains. The lauter tun typically has a false bottom or screen that allows the wort to drain through while holding back the grain husks. Sparging (rinsing the grains with hot water) also occurs here to extract remaining sugars. In some systems, the mash tun and lauter tun are combined into a single “mash/lauter tun”.
-
Brew Kettle: The collected wort is transferred to the kettle for boiling. Boiling sterilizes the wort, isomerizes hop alpha acids (creating bitterness), evaporates excess water, and coagulates proteins (hot break) for clearer beer. Hops are typically added at various stages during the boil. Many brewhouses include a whirlpool function, either integrated into the kettle or as a separate vessel, to help separate hop debris and protein solids after the boil.
-
Supporting Elements: Essential companions include robust pumps designed for handling hot liquids and solids, a heat exchanger (chiller) to rapidly cool the hot wort down to fermentation temperature before it goes to the fermenter, and piping/valves (fittings) connecting everything seamlessly.
Understanding these core components is crucial whether you’re looking at a compact system or a larger multi-vessel setup.
How Do Fermentation and Brite Tanks Differ?
While both fermentation tanks (fermenters) and brite tanks are crucial for post-boil operations, they serve distinct purposes in crafting the final beer. The primary difference lies in their function and design features.
Fermentation tanks are where the cooled wort meets the yeast. This is where the primary fermentation happens: yeast consumes the sugars created in the brewhouse and produces alcohol and CO2. Key features often include:
-
Conical Bottom: Facilitates easy collection and removal of yeast sediment after fermentation.
-
Temperature Control Jackets: Crucial for maintaining the optimal fermentation temperature for the specific yeast strain, heavily influencing the beer’s flavor profile. Often requires connection to a chiller system.
-
Pressure Relief Valves & Sample Ports: For safety and monitoring the ferment.
-
CIP (Clean-In-Place) Systems: For efficient sanitation.
Brite tanks (also known as conditioning tanks or serving tanks) come into play after primary fermentation. Their main roles are:
-
Maturation & Conditioning: Allowing the beer to mature, clarify, and flavors to meld.
-
Carbonation: Brite tanks are pressure-rated vessels specifically designed for carbonating the beer to the desired level.
-
Clarification: Further settling of residual yeast and particulates can occur.
-
Packaging: Beer is often packaged directly from the brite tank into kegs or transferred to a packaging line for bottling/canning.

Essentially, the fermenter is for the biological transformation, while the brite tank is for finishing, carbonating, and preparing the beer for serving or packaging. We manufacture a wide range of Stainless Steel Fermentation Tank & Bright Tanks to suit various brewery scales and needs.
What Support Equipment is Essential for a Commercial Brewery?
Beyond the core brewhouse and fermentation/brite tanks, several pieces of support equipment and supplies are vital for smooth and efficient commercial brewing operations. Neglecting these can create bottlenecks and compromise quality.
-
Grain Handling: This starts with a reliable grain mill. Properly cracking the grains is essential for efficient sugar extraction during the mash. The type of mill (e.g., 2-roller, 4-roller) depends on the scale and desired crush consistency. Augers or conveyors might be needed to transport milled grain to the mash tun in larger systems.
-
Chillers/Glycol Systems: Rapidly cooling wort after boiling (via a heat exchanger) and maintaining precise fermentation temperature control are non-negotiable. A properly sized glycol chiller system provides the cooling capacity needed for both the brewhouse chiller and the jackets on fermenters and brite tanks.
-
Pumps: Breweries need various sanitary pumps designed for different tasks: transferring hot wort, moving beer between tanks, circulating cleaning solutions (CIP), and potentially for packaging lines. Choosing the right pump type and size is crucial for efficiency and product integrity.
-
Cleaning & Sanitation: A Clean-In-Place (CIP) system (often a portable cart with tanks, a pump, and a heater) is essential for efficiently cleaning tanks and pipes. Additionally, keg washers are indispensable for breweries packaging in kegs, ensuring they are thoroughly cleaned and sanitized before refilling.
-
Utilities: Reliable hot water supply (Hot Liquor Tank), cold water supply (Cold Liquor Tank), steam (for steam-heated brewhouses), compressed air, and CO2 are all necessary utilities.
Investing in robust support equipment ensures the entire brewing process runs smoothly, safeguarding the quality of your commercial beer.
How Does Brewery Size Impact Equipment Choices?
The scale of your brewery operation is perhaps the single biggest factor influencing your commercial brewing equipment choices. What works for a small brewpub is vastly different from the needs of a regional production brewery.
For startups or brewpubs focusing on small, diverse batches, systems like a 300L unit or a flexible 500L Small Batch Brewery System offer adaptability and lower initial investment. These systems are often manually intensive but allow for experimentation and direct-to-customer sales. As production demands increase, stepping up to something like a 10BBL 2 Vessel Microbrewery Equipment setup provides greater capacity while potentially maintaining a manageable footprint.
Larger operations aiming for wider distribution require significantly larger and often more automated systems. Equipment like a 2000L system or even substantial 20HL 4 Vessels Commercial Brewery Equipment becomes necessary. These systems are designed for higher throughput, efficiency, and consistency across large batches. They often incorporate more sophisticated controls, more fermenters, larger brite tanks, and dedicated packaging lines. The choice between 2, 3, 4, or even 5-vessel brewhouses depends on the desired brewing frequency, complexity of beer styles, and overall production goals.
Ultimately, the goal is to match the brewing equipment capacity and level of automation to your business plan and projected growth. As manufacturers, we offer scalable solutions, ensuring your brewery can grow without being hindered by inadequate beer brewing equipment.

Should I Consider Automation in My Brewery Design?
The question of automation is central to modern brewery design. While fully manual systems exist, incorporating some level of automation can significantly enhance efficiency, consistency, and even safety, especially as your brewery scales.
Basic automation might involve simple temperature control loops on tanks, automatically regulating glycol flow to maintain setpoints in fermenters or the mash tun. This frees up the brewer from constant manual adjustments and leads to more consistent fermentation profiles and mash temperatures – critical for repeatable quality beer. More advanced systems can automate valve sequences, pump operations, timings for hop additions, and even data logging for entire brew cycles.
Implementing an automated brewing system offers several advantages:
-
Consistency: Reduces variations caused by human error, ensuring each batch of a specific beer recipe tastes the same.
-
Efficiency: Automating repetitive tasks allows brewers to focus on more critical aspects like recipe development, quality control, and cellar management. It can also enable faster brew cycles and potentially reduce labor costs.
-
Data Logging: Automated systems often record critical data points (temperatures, times, volumes), which is invaluable for troubleshooting, process optimization, and quality assurance.
-
Safety: Automating processes like CIP or hot liquor transfers can reduce manual handling of potentially hazardous chemicals or high temperatures.
However, automation comes with a higher initial investment and requires staff with the technical skills to operate and maintain the system. The optimal level of automation depends on your brewery’s size, budget, staffing, and production goals. We work closely with clients, from those new to the industry to experienced brewers, to design systems with the appropriate level of automation.
What are the Options for Packaging Commercial Beer?
Getting your finished craft beer from the brite tank into the hands of consumers requires a packaging solution. The main options for commercial breweries are kegging, canning, and bottling.
-
Kegging: This is often the starting point for brewpubs and breweries focusing on draft sales. It requires kegs (various sizes available), a keg washer/sanitizer, and a keg filler. Kegging is relatively straightforward and preserves beer quality well, especially for local distribution.
-
Canning: Cans have surged in popularity due to their portability, complete light protection (preventing “skunky” flavors), and perceived environmental benefits. Canning lines range from small, manual systems suitable for microbreweries to high-speed rotary fillers for large production volumes. Canning requires careful attention to dissolved oxygen levels to maintain beer stability.
-
Bottling: The traditional choice, bottling lines also vary greatly in size and automation. Bottles offer a classic presentation but are heavier, breakable, and susceptible to light damage unless dark glass is used. Like canning, minimizing oxygen pickup during filling is critical for shelf life.
The choice depends on your target market (draft vs. retail), distribution range, brand image, and budget. Many breweries utilize a combination, perhaps kegging for local bars and canning/bottling for retail sales. Investing in reliable Packaging Equipment is crucial for presenting your beer professionally and ensuring it reaches the customer in optimal condition.
How Important is Finding the Right Equipment Manufacturer or Supplier?
Selecting the right manufacturer or supplier for your commercial brewing equipment is as critical as choosing the right ingredients for your beer. This partnership extends far beyond the initial purchase; it impacts the design phase, installation, commissioning, and long-term support of your brewery.
A reputable supplier, like us, acts more like a consultant and partner. We bring years of experience in manufacturing and installing brewing systems of all sizes. This means we can provide invaluable insights during the brewery design phase, helping you optimize layout, workflow, and utility requirements. We understand the nuances of stainless steel fabrication, welding standards, and sanitary design crucial for quality brewing equipment.
Look for manufacturers and installers who offer:
-
Customization: Ability to tailor brewing equipment to your specific space, budget, and brewing style.
-
Quality Materials & Workmanship: Use of high-quality 304 stainless steel or better, adherence to sanitary welding practices, and overall dependability.
-
Comprehensive Support: Assistance with installation, commissioning, training, and readily available technical support and spare parts post-installation.
-
Proven Track Record: Experience and positive references within the brewing industry. Can they demonstrate successful installations similar to your project?
-
Understanding Your Vision: A partner who listens to your goals, whether you’re a startup aiming to bring craft beer to life or an established brewery expanding capacity.
Choosing the cheapest option upfront can lead to costly downtime, inconsistent beer quality, and frustration down the line. Partnering with an experienced manufacturer like Micet Group ensures you invest in reliable, top-quality equipment and supplies built for long-term success. Don’t underestimate the value of expertise and ongoing support when making such a significant investment.
Beyond Beer: Can This Equipment Be Used for Other Beverages?
Absolutely! While designed with beer brewing in mind, the core principles and much of the stainless steel equipment used in a brewery are highly adaptable for producing other fermented beverages. This versatility is a significant advantage for entrepreneurs looking to diversify their product lines.
-
Kombucha: The fermentation tanks used for beer are perfectly suitable for kombucha. With precise temperature control capabilities, you can manage the SCOBY’s activity effectively. We even offer specialized Kombucha Fermentation Tank designs tailored for this popular beverage.
-
Wine & Cider: Stainless steel fermenters and brite tanks are staples in modern wineries and cideries for clean, controlled fermentations and conditioning. While some specialized equipment like presses might be needed upfront, the core tank infrastructure is very similar.
-
Hard Seltzer: The production process often involves fermenting a sugar base, which can be done in standard fermenters, followed by filtration and flavoring, often utilizing brite tanks.
-
Distilling: While distillation requires a specific Still, the initial stages of creating a wash (fermenting grains or sugars) utilize equipment very similar to a brewhouse and fermenters.
-
Other Beverages: Equipment like mixing tanks and general stainless steel vessels find applications across the beverage industry for mixing ingredients, storage, and processing.
The core investment in high-quality, sanitary stainless steel tanks and temperature control systems provides a flexible foundation for producing a wide range of beverages beyond just commercial beer. This adaptability can be a major asset for your business growth.
FAQs
What is the typical cost range for commercial brewing equipment?
Costs vary wildly based on system size (from small pilot systems under $50k to large production breweries costing millions), level of automation, number of vessels (2-vessel vs 5-vessel brewhouses), brand reputation (top brands vs. lesser-known manufacturers), and whether you buy new or consider used brewery equipment. A startup 7-10 BBL system often falls in the
150k−350k range for the core brewing equipment, tanks, and essential support systems, excluding installation and building costs.
How much space do I need for a commercial brewery setup?
Space requirements depend heavily on the brewhouse size, number and size of fermenters and brite tanks, packaging line footprint, storage for raw materials and finished goods, cold storage (walk-in cooler), and ancillary spaces (office, taproom, lab). Even a small nano-brewery might require 1,000-1,500 sq ft, while larger production facilities need tens of thousands of square feet. Proper brewery design and layout planning are crucial.
What’s the difference between direct fire, steam, and electric heating for the kettle?
Direct fire (kettle heated directly by burners underneath) is common in smaller systems but can risk scorching and offers less precise control. Steam heating (using steam jackets around the kettle) provides even, efficient heating and is standard in most commercial brewing equipment setups, but requires a steam boiler. Electric heating (using immersion elements or electric jackets) offers precise control and avoids needing a boiler but can have higher operational energy costs and slower heating times for large volumes.
Do I need a brewing consultant if I’m new to the industry?
While not strictly necessary, especially if working with an experienced equipment supplier who offers design support, a brewing consultant can be invaluable if you’re new to the industry. They can help with recipe formulation, process optimization, navigating regulations, quality control setup, and overall business planning, complementing the technical expertise provided by brewing equipment designers and manufacturers.
How long does it take to manufacture and install brewery equipment?
Lead times vary significantly based on the manufacturer’s backlog, the complexity and size of the system, and customization requirements. Manufacturing can take anywhere from 2 to 6 months typically. Installation time depends on site readiness, equipment complexity, and the experience of the manufacturers and installers, potentially ranging from a few weeks to several months for large projects.
What maintenance is required for commercial brewing equipment?
Regular maintenance is crucial for longevity and performance. This includes routine cleaning and sanitation (daily/weekly), preventative maintenance on pumps and motors (gasket replacement, lubrication), calibration of instruments (temperature control sensors, pressure gauges), inspection of welds and fittings, and periodic deep cleaning or passivation of stainless steel tanks. Following the manufacturer’s recommended maintenance schedule is key.
Key Takeaways for Your Brewery Investment
-
Quality Matters: Investing in high-quality, stainless steel commercial brewing equipment from a reputable manufacturer is crucial for producing consistent quality beer, ensuring operational efficiency, and long-term dependability.
-
System Components: Understand the function of each core piece: grain mill, brewhouse (mash tun, kettle, etc.), fermenters, brite tanks, chiller, pumps, and packaging systems.
-
Size Appropriately: Choose brewing equipment capacity based on your current business plan and realistic growth projections. Scalability is key.
-
Support Systems: Don’t overlook essential support equipment like glycol chillers, CIP systems, keg washers, and proper utility provisions.
-
Automation Potential: Consider the benefits of automation for consistency and efficiency, balancing the investment against your operational needs and scale.
-
Manufacturer Partnership: Select a supplier who acts as a partner, offering design expertise, customization, installation support, and ongoing service. This relationship is vital for bringing your craft beer to life.
-
Versatility: Remember that much of the core stainless steel equipment can be adapted for other beverages like kombucha, cider, or wine, offering future flexibility.